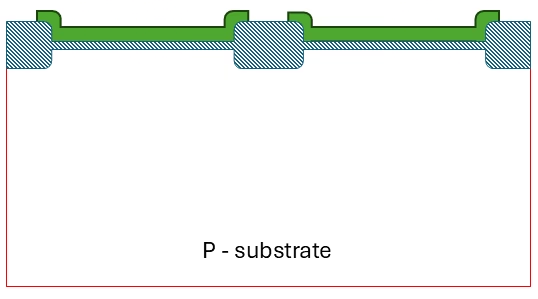
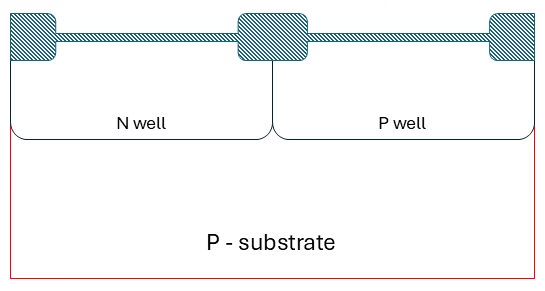
With the previous step, we created isolation barriers and therefore defined the areas where the active devices are placed. The next step is to create N-type and P-type wells. These wells have specific local doping that provide optimal device characteristics such as threshold voltage, I-V characteristics, PN junction capacitance, and more.
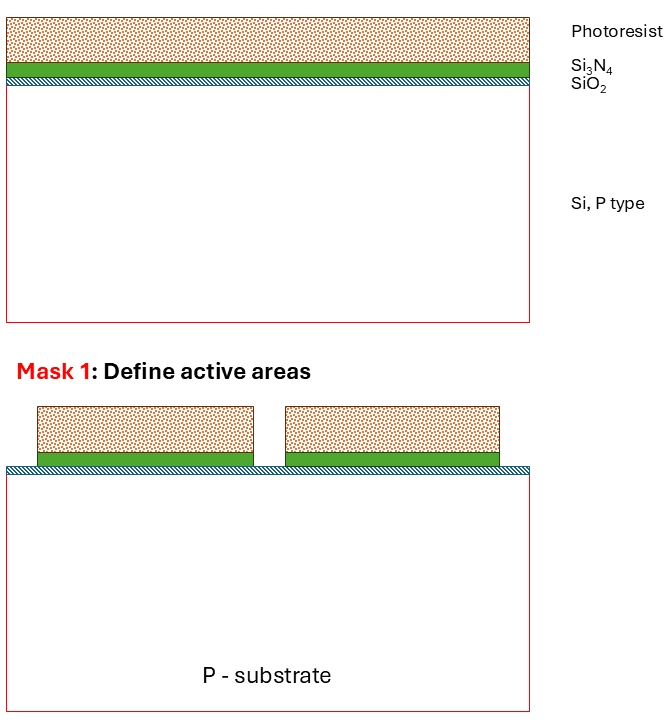
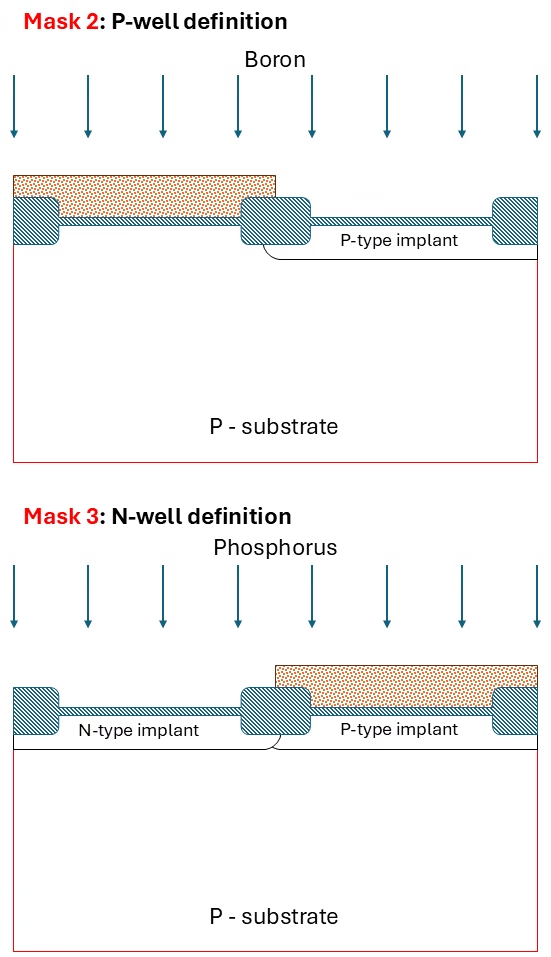
We start with spin-coating photoresist on the wafer and use a second mask to define the regions for the P-wells. We implant Boron (B⁺) ions onto the wafer through a process called Ion Implantation (II). This is done with sufficient energy to penetrate the silicon oxide but not the photoresist.
Importance of Proper Doping:
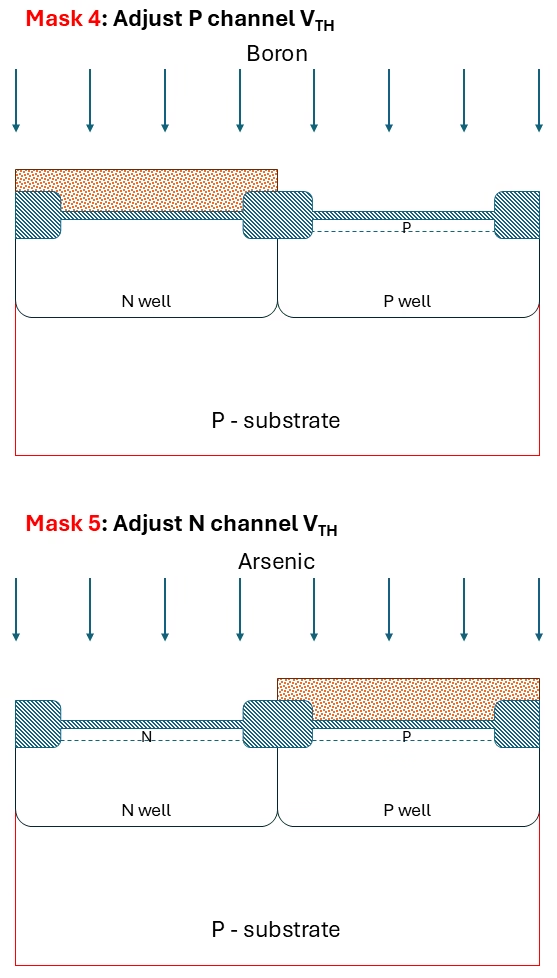
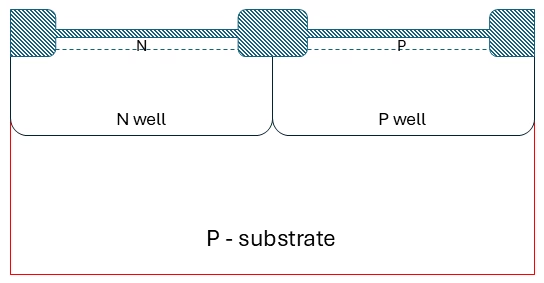
The proper doping profile is crucial to prevent unwanted conduction paths. If the threshold voltage of the isolation regions is too low, surface inversion can occur, allowing unintended electrical connections between neighboring MOS transistors.
Ion Implantation Considerations:
The ion energy must be carefully calibrated, as implantation disrupts the silicon crystal structure. For optimal MOS transistor performance, a high-quality crystalline substrate is required. To repair implantation-induced damage, the wafer undergoes a high-temperature annealing process in a furnace.
After the Boron implant is complete, the photoresist is removed using either chemical stripping or O₂ plasma etching. A new layer of photoresist is then applied, and a third mask is used to define the N-well regions. The process is identical to the P-well formation, except that the dopant is phosphorus. While several N-type dopants exist (phosphorus, arsenic, antimony), phosphorus is commonly used due to its similar diffusion coefficient to boron, resulting in comparable junction depths.