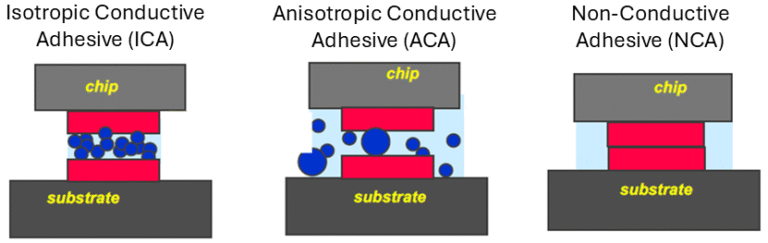
With adhesive bonding, glue is used as an underfill to hold the chip and substrate together. However, due to the nature of this bonding method, the electrical contacts typically have lower conductivity, making it unsuitable for high-speed or high-power applications. The following three options are displayed in Figure 7.
One approach is isotropic conductive adhesive (ICA), where conductive particles are mixed into the adhesive and applied sequentially to each pad. This process is relatively slow and may still require additional underfill, as the adhesive is only present on the contact points.
Another method is anisotropic conductive adhesive (ACA), which involves dispensing a polymer adhesive loaded with small conductive particles over the entire substrate surface, similar to underfill, before performing flip-chip assembly. The conductive particles align vertically under pressure, allowing current to pass only in the z-direction. However, this type of contact supports only low currents. A typical application is in smartcards.
A third option is non-conductive adhesive (NCA), where a polymer adhesive is used without conductive particles. During bonding, the pressure brings the chip’s bond pads and the substrate pads into direct contact. This method can potentially offer the highest current-carrying capacity of the three, but it requires precise process control. The bond pads must be carefully flattened and spaced evenly, which may involve mechanical milling to achieve uniform height.